




Drilling Fluid Recovery
A leader in the treatment and recycling of contaminated or otherwise impacted materials, R3 Environmental Systems, in collaboration with Astec Industries, has developed a revolutionary technology for the treatment of waste drilling fluids. Our patented Vacuum Assisted Pure Oil Recovery technology uses fractional vacuum distillation to optimize the treatment of waste drilling mud and cuttings. By leveraging a proven concept to support this novel technology, R3 Environmental Systems can completely recover valuable base oil for reuse while generating almost no residual waste that requires landfilling or further treatment.
Helping Restore the Environment and Recover Our Resources
The Vacuum Assisted Pure Oil Recovery technology helps reduce the carbon footprint and other environmental impacts of oil and gas exploration and production. The high quality of the base oil recovered when using the technology means the recovered base oil can be used as a direct substitute for virgin base oil in the formulation of new drilling mud products. As a result, companies can significantly reduce the amount of virgin base oil they need to purchase, transport, and eventually dispose of.
Recovering and reusing the base oil instead of using new base oil is an opportunity for the industry to meaning fully reduce greenhouse gas emissions while maintaining quality standards. The quality of the recovered base oil has been independently evaluated by a third-party engineering firm and the Chemical Abstract Service, a division of the American Chemical Society, both of which found the fluid to be equivalent to the virgin base oil. As a result of this evaluation, the recovered base oil, which we market as SecondSource base oil, has been assigned the same CAS number as the original base base oil.
Watch video to learn about our unique technology:
An Innovative and Efficient Solution
Due to the environmentally sensitive nature of oil and gas exploration and production, and the growing need to drill through difficult formations, companies are being forced to use advanced drilling techniques that utilize high-performance drilling fluids. These high-performance drilling fluids are typically comprised of low-toxicity mineral base oil (LTMO) or synthetic base oil that contains hydrocarbon molecules in the C10–C24 range. Although these fluids are generally less toxic and less persistent in the environment, they are extremely expensive when compared to the traditional diesel-based base oils.
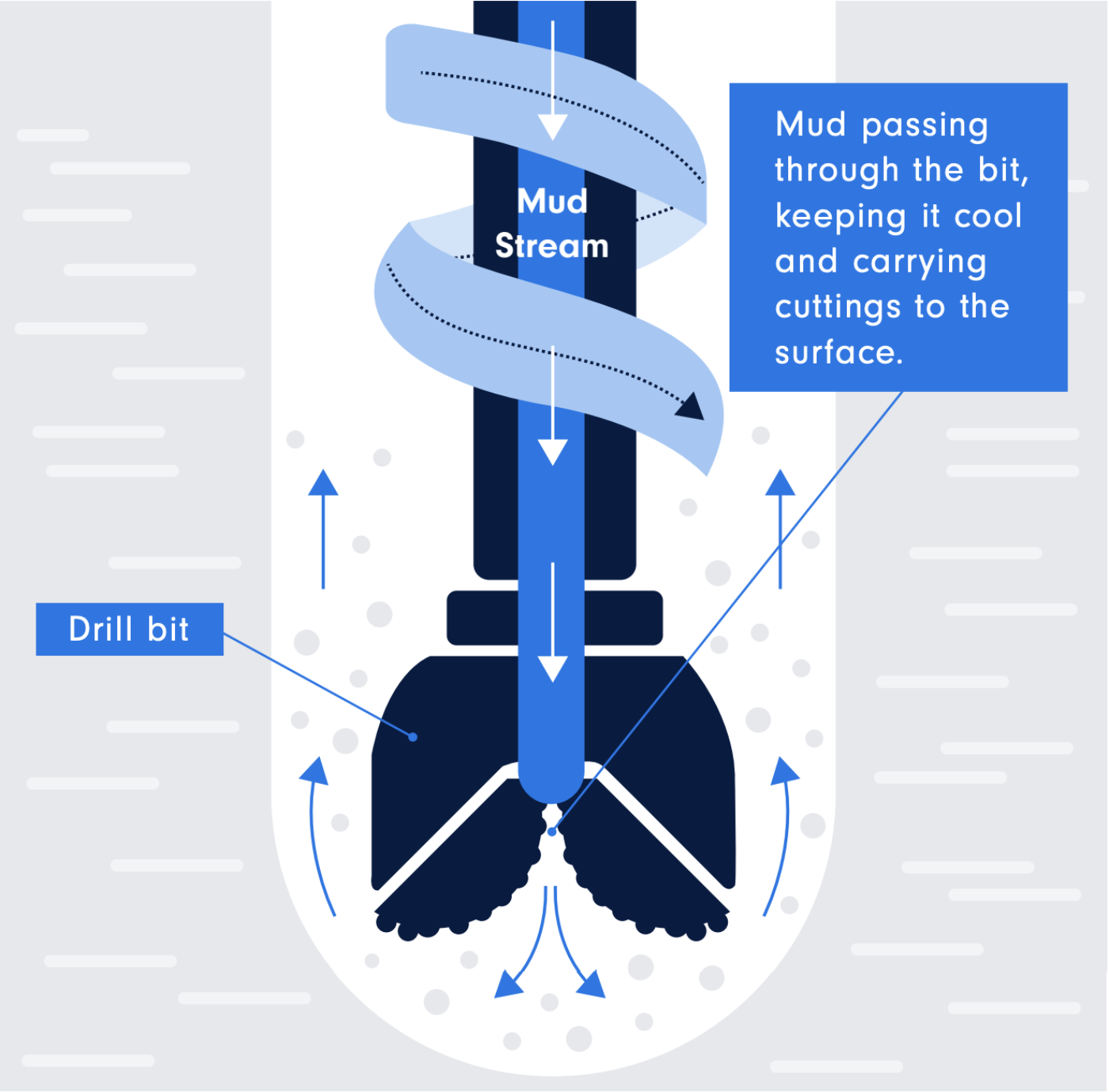
When an oil or gas well is drilled into a formation containing hydrocarbons, the drilling process generates drill cuttings which are washed back to the surface by the circulation of drilling mud in the well. The drill cuttings are usually contaminated by hydrocarbons from the reservoir and by the drilling mud that is pumped into the well. The contamination of the cuttings presents challenges for the operator as environmental regulations require the cuttings be treated to reduce the residual hydrocarbon content to acceptable levels before they can be safely disposed of. Recovering the base oil from the waste drill mud/cuttings for subsequent use in future drilling events and cycles is both more environmentally conscious and less costly
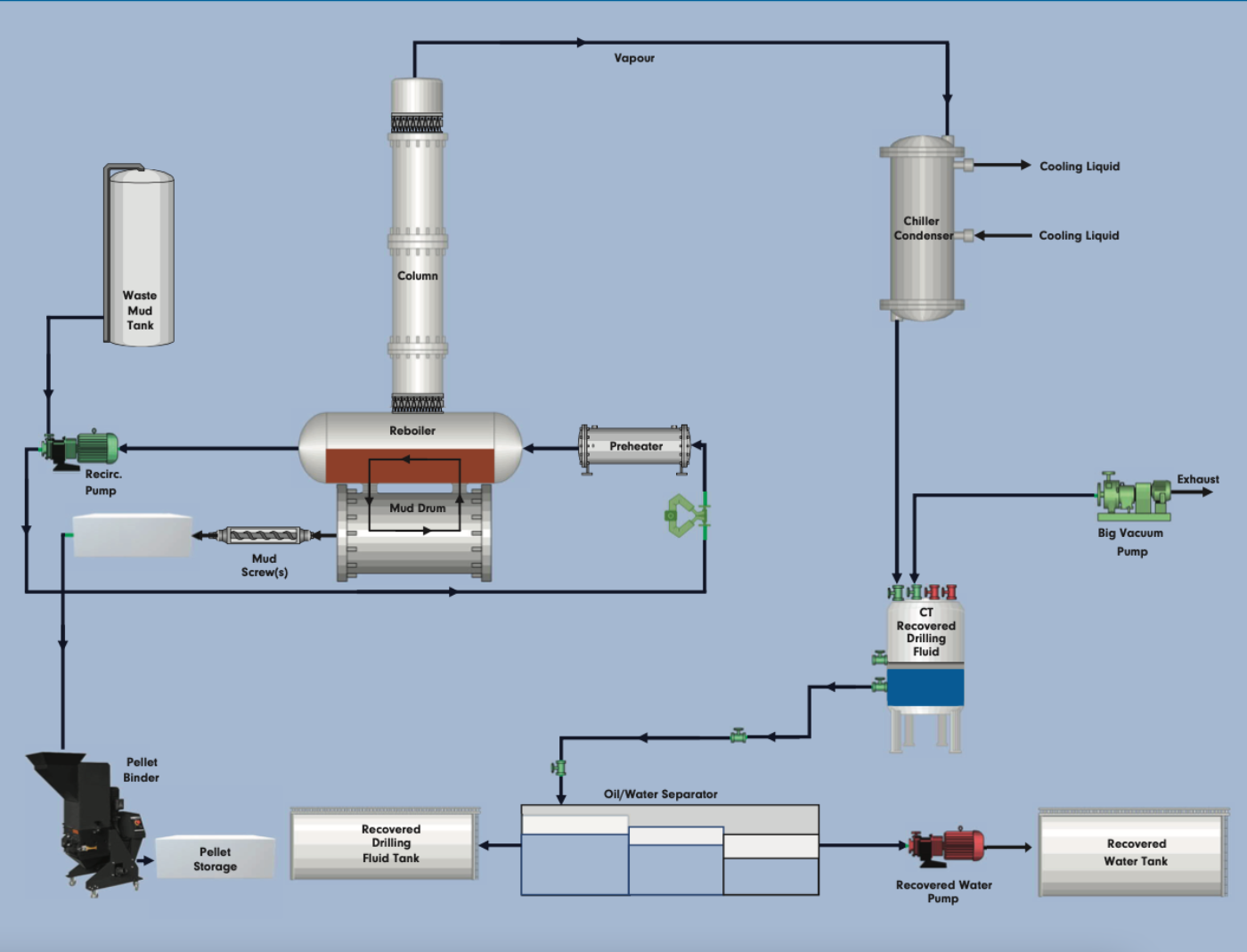
The Vacuum Assisted Pure Oil Recovery technology was conceived and developed as a safe, cost effective and robust solution to the problem of treating waste drilling mud and cuttings without thermally cracking or degrading the valuable synthetic base oil. A secondary goal of the new technology was to minimize the generation of residual waste requiring additional treatment and/or disposal. To achieve this, the technology utilizes a two-stage process that consists of 1) a low vacuum distillation unit (VDU) and 2) a pelletizing process to produce a product that can be utilized as an alternative industrial fuel source. Figure 1 presents a general Process Flow Diagram of the Vacuum Assisted Pure Oil Recovery process.
The Drilling Fluid Recovery Process
The first stage of the Vacuum Assisted Pure Oil Recovery process requires heating the material under a low vacuum (i.e. 20–40 mmHg) to evaporate the base oil and water fractions, which are subsequently collected, condensed, and separated into hydrocarbon and water products. The process allows for the removal, separation, and recovery of hydrocarbons based on the boiling point of the specific hydrocarbon fractionation. In this manner, the specific hydrocarbon compounds associated with the base oil (typically C10–C24) can be separated and recovered from the general hydrocarbon mixture contained within the waste drilling mud and cuttings.
Inside the vacuum distillation unit, the pressure is reduced to 20–40 mmHg and heat from a thermic fluid heating system is transferred to the waste drilling mud and cuttings through a series of heat exchangers. The use of a low vacuum within the vacuum distillation unit significantly lowers the temperatures required to evaporate the hydrocarbons associated with the base oil. This reduction in boiling point temperatures reduces energy consumption and guarantees that the operational temperature never reaches levels that would result in thermal cracking or degradation of the base oil.
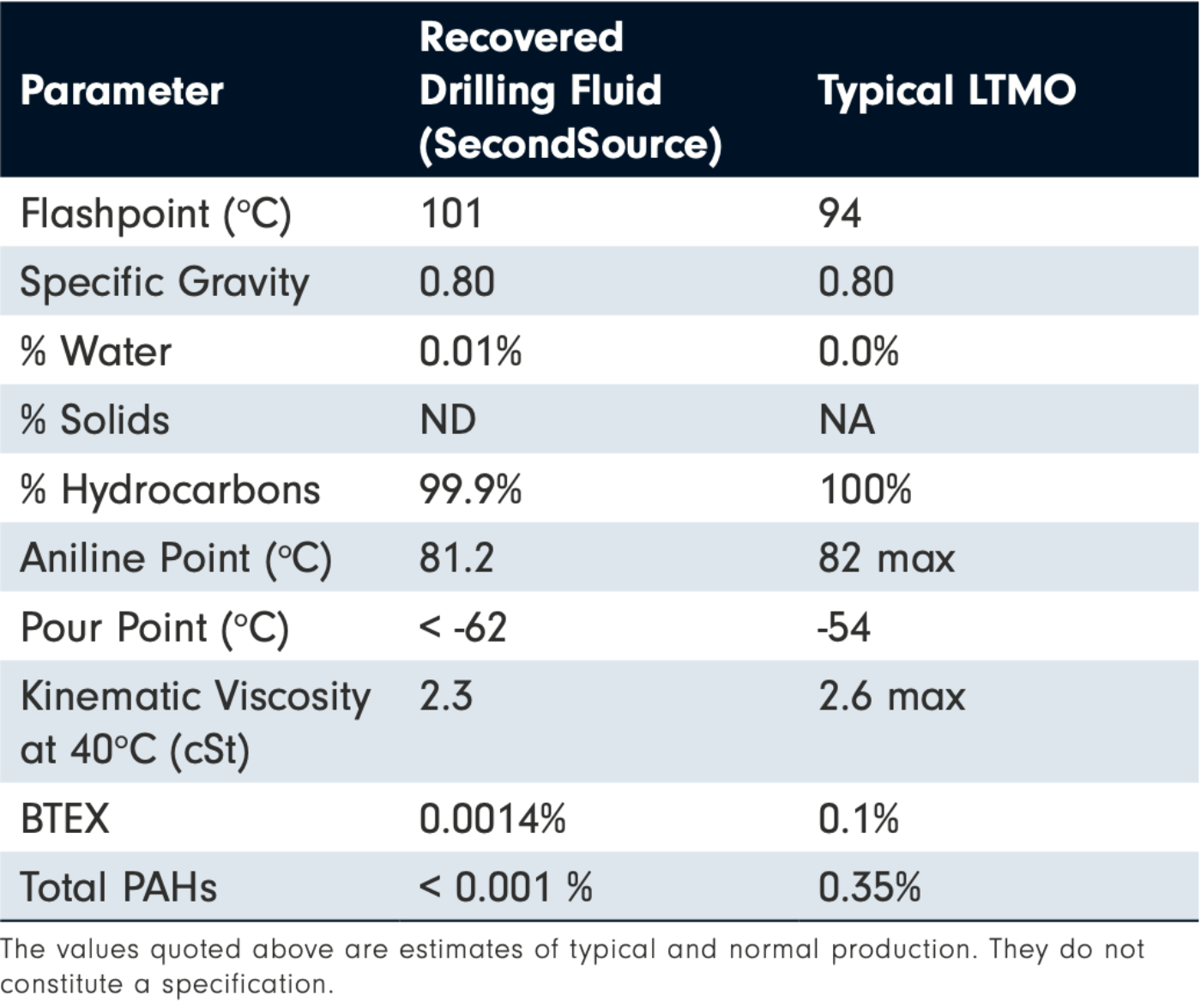
In addition to the high-quality recovered base oil, the technology also generates recovered water and an alternative fuel pellet product. Although different regulatory jurisdictions may have varying discharge criteria, the quality of the recovered water is typically within the environmental criteria for discharge to surface (i.e. < 5 mg/L Total Petroleum Hydrocarbons). Table 1 and Figure 2 show the output and analytical data of the recovered products generated while processing waste mud/cuttings generated from oil exploration activities offshore Nova Scotia, Canada. It resulted in over 200 m3 of base oil being recovered for reuse.
The main technical challenges typically associated with the recovery of the base oils
are associated with the following parameters:
- The base oil, comprised of hydrocarbon molecules in the C10–C24 range, are mixed
with reservoir hydrocarbons that typically contain hydrocarbon molecules in the C4
–C60 range. - The base oil will begin to thermally crack at temperatures in the 300–350oC range.
- The temperatures required to remove the high molecular weight reservoir hydrocarbons can
approach 600 C.
The Pellet Process
Once the drilling fluid has been recovered, the residual solids will still contain the high molecular weight hydrocarbons that came from the reservoir oil (i.e. > C24 ). Traditionally these residual solids/ sludges have been sent for landfill disposal or to a low temperature thermal desorption unit where the hydrocarbons are destroyed. Neither of these traditional options allowed for the utilization of the hydrocarbons within the solids.
In the Vacuum Assisted Pure Oil Recovery process, the residual hydrocarbons and solids can be processed to generate an alternative fuel that can be utilized as an industrial fuel source. This is achieved by utilizing the residual hydrocarbons in the solids as the energy source for the fuel pellet. To manufacture the fuel pellets, the residual solids, along with several proprietary binders, are placed in a specially manufactured pellet plant where the mixture is homogenized and fuses together, forming a solid mass. This material is then extruded from the pellet mill in predetermined sizes and shapes.
Each fuel pellet is tailor-made to fit the needs of the end user by adjusting the heating value, moisture content, ash content, and pellet dimensions. The energy content of the produced pellets is very similar to that of a traditional wood pellet (i.e., approximately 7000 Btu/lb).

A Portable Solution
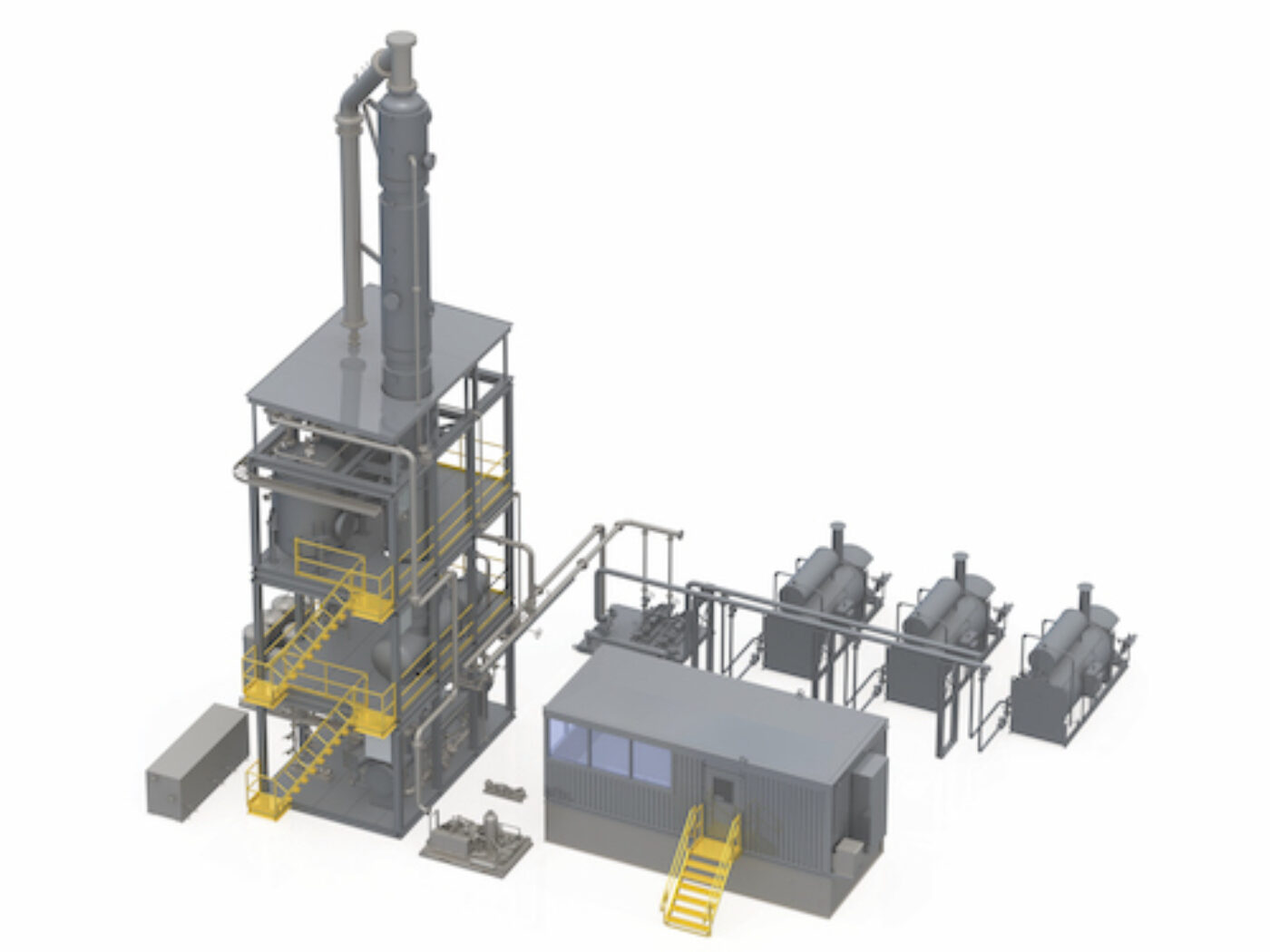
Another distinctive feature of our Vacuum Assisted Pure Oil Recovery technology is that it was specifically designed to be highly portable (see Figure 3). The entire unit was designed as a series of “modules” that can be transported by traditional methods to remote exploration sites anywhere in the world. Using our new technology at remote sites can greatly reduce the quantity of virgin base oil required and the production of waste that will need to be removed from the site at the end of the exploration program. Once the project comes to an end, the recovered base oil can be removed from the site and reused during another exploration project. Additionally, the recovered water can be reused onsite and the produced fuel pellets used in onsite boilers and heaters.
SecondSource Drilling Fluid
Typical Performance Data
PROPERTY | SECONDSOURCE |
Chemical & Physical Properties (Based on Analytical Data) | |
| Flash Point, °C | 101 |
| Hazardous Material Label Combustible Liquid (OSHA) | No |
| Paraffin Content, Weight % | > 99.9 |
| Total BTEX | 0.0014% Max |
| Polynuclear Aromatics, ppm | < 10 |
| Density @ 15 °C, kg/L | 0.80 |
| Viscosity, cSt @ 40 °C | 2.3 |
| Colour | < 1 Water White |
| Aniline Point, °C | 81 |
| Pour Point, °C | -62 |
Approximate Toxicological Summary (Based on Original Fluid Properties) | |
| Marine Amphipod Toxicisty, LC50 mg/kg | > 1400 |
| Bioconcentration Factor (BCF) | < 3 (dry wt) |
| Biodegradability, % | > 60 (Readily Biodegradable) |
| Meets UK CEFAS Offshore "E" Classification Criteria | Yes |
Approximate Human Health & Safety Summary (Based on Original Fluid Properties) | |
| Meets USFDA White Oil Criteria | Yes |
| Chemical Abstract Service Number (CAS #) | 445411-73-4 |
| Primary Dermal Irritation/Corrosion | Dermal irritant but no corrosive |
| Acute Inhalation Toxicity, LC50 mg/kg | > 5 mg/L |
| Mutagenicity | Negative |
| Potential Carcinogenic Label | No |
The values quoted above are estimates of typical and normal production. They do not constitute a specification. Some properties/values are based
on an independent, third-party analysis of the recovered fluid versus the original virgin base fluid, and not on analytical data.
The R3 Environmental Systems Advantage
The advanced Vacuum Assisted Pure Oil Recovery technology represents a significant milestone in environmental sustainability and stewardship for oil exploration and production activities. No other commercially available technology can match the output quality of the Vacuum Assisted Pure Oil Recovery technology while maintaining the same levels of safety, cost competitiveness, and ease of operation.

Get in Touch
Reach out today to learn more about us and find a solution that best fits your need.